
بقلم م. عبد الكريم عكون
التكامل في سبيل تحسين كفاءة العمليات الإنتاجية
في خِضم التحوّل الرقمي الذي يشهده القطاع الصناعي عالميًا، لم يعد تكامل الأنظمة التقنية خيارًا استراتيجيًا بل ضرورة حتمية لضمان استدامة النشاط الإنتاجي، رفع الكفاءة، وتحسين جودة المنتج. يشكل التحكم المنطقي المبرمج (PLC)، وأنظمة الإشراف والمراقبة (SCADA)، وأنظمة إدارة تنفيذ التصنيع (MES)، ثلاث ركائز أساسية في بنية الأتمتة الصناعية الذكية. ومعًا يشكّلون منظومة تشغيلية متكاملة تدعم تحول المصانع التقليدية إلى مصانع رقمية قادرة على المنافسة في الأسواق المحلية والإقليمية.
1- التحكم المنطقي المبرمج (PLC) العمود الفقري للأتمتة الصناعية
التعريف والوظيفة
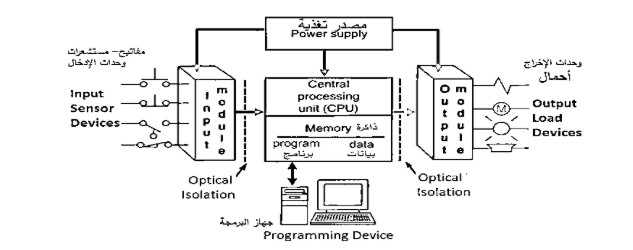
المتحكم المنطقي المبرمج (Programmable Logic Controller – PLC) هو حاسوب صناعي مُخصّص للتحكم اللحظي في العمليات الميكانيكية والكهربائية، عبر معالجة الإشارات من الحساسات والمشغّلات لتطبيق خوارزميات التحكم. تتميز أنظمة PLC بالصلابة العالية، استقرار الأداء، وقدرتها على تحمل البيئات الصناعية القاسية.
دوره في التحول الرقمي
يوفّر PLC أول طبقة في التحوّل الرقمي من خلال:
- التشغيل الآلي الدقيق للأجهزة والمعدات.
- تسجيل بيانات التشغيل الأساسية التي تشكّل مدخلات للأنظمة العليا.
- تحسين الاعتمادية التشغيلية وتقليل الأخطاء البشرية.
2- أنظمة SCADA المراقبة والتحكم على نطاق أوسع
التعريف والوظيفة
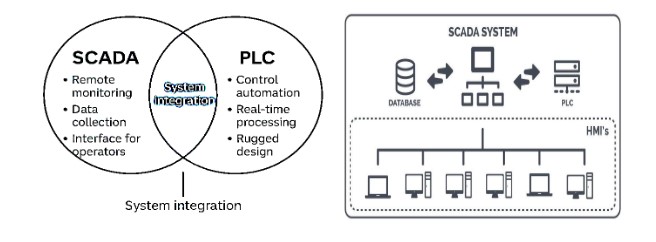
تمثّل أنظمة SCADA (Supervisory Control and Data Acquisition) طبقة الإشراف والتحليل التي تجمع البيانات من وحدات PLC، وتوفّر واجهات رسومية للمشغّلين، وتخزن المعلومات في قواعد بيانات للاستخدام التشغيلي والتحليلي.
دورها في التحول الرقمي
تكمن أهمية SCADA في:
- عرض المعلومات التشغيلية اللحظية عبر شاشات تفاعلية (HMI).
- تخزين البيانات التاريخية لتتبع الأداء وتحليل الاتجاهات.
- تنبيهات ذكية عند حدوث اختلالات تشغيلية
3- نظام MESجسر بين التشغيل والتنفيذ الإداري
التعريف والوظيفة
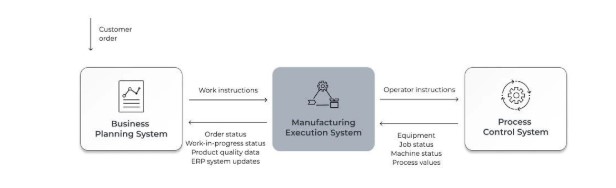
نظام إدارة تنفيذ التصنيع (Manufacturing Execution System – MES) هو الطبقة التي تربط بيانات الإنتاج التشغيلي بالعمليات الإدارية والتخطيطية داخل المنشأة، عبر جمع وتحليل بيانات SCADA وPLC وتقديمها في صورة مؤشرات أداء قابلة للقياس.
International Electrotechnical Commission, IEC 61131-3: Programmable Controllers – Programming Languages. (المعيار الرسمي لهيكلة وبرمجة وحدات PLC)
أدواره في التحول الرقمي
يلعب MES دورًا محوريًا في:
- جدولة الإنتاج وتحسين توالي العمليات.
- تحليل جودة المنتج ومراقبة الانحرافات.
- حساب مؤشرات الأداء الرئيسية (KPIs) مثل كفاءة المعدات (OEE).
- ربط الإنتاج بخطط الطلب والموارد عبر التكامل مع أنظمة . ERP
وهكذا يصبح MES جسر التحوّل من جمع البيانات إلى إدارتها بشكل فعال.

4- التكامل كقوة دافعة للتحول الرقمي
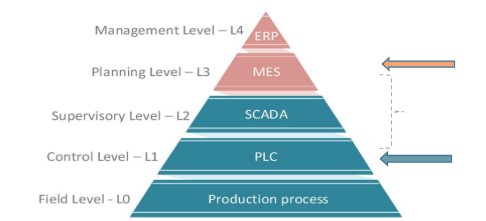
يمثل التكامل بين PLC وSCADA وMES هيكلًا هرميًا متجانسًا يدعم مفهوم الإدارة بالبيانات (Data-Driven Management) ،
حيث:
- PLC يُنفّذ التحكم اللحظي.
- SCADA يجمع البيانات ويُهيئها للتحليل.
- MES يُحول البيانات إلى معرفة تعمل على تحسين الأداء الإداري التشغيلي.
فوائد التحول الرقمي المُحققة عبر التكامل
- تحسين الكفاءة التشغيلية :عبر رصد الأنماط التشغيلية وتحليلها لحظيًا.
- تقليل الأعطال والتوقفات :باستخدام الصيانة الوقائية والتنبؤية المبنية على البيانات.
- رفع جودة المنتج وتقليل الهدر: معالجة الانحرافات في الزمن الحقيقي.
- تعزيز السلامة الصناعية: تنبيهات متقدمة وإجراءات تلقائية عند تجاوز الحدود الحرجة.
- Kusiak, A. (2018). Smart Manufacturing. International Journal of Production Research.
- IEC 62264
(الجزء الخاص بتكامل MES مع ERP) - IEC 62264
(المكافئ الدولي لمعيار ISA-95 لتكامل أنظمة التحكم والمؤسسة) - International Society of Automation
ANSI/ISA-95 Enterprise-Control System Integration
5- آلية التكامل في نموذج عمليات الصناعة الدوائية:
في الصناعات الدوائية يُبنى تكامل الأنظمة الصناعية وفق أطر ومعايير عالمية لضمان الامتثال والجودة وسلامة البيانات.
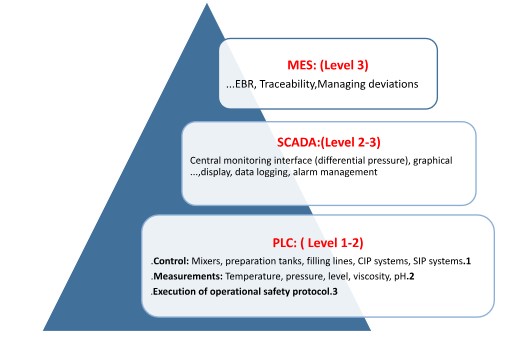
يعتمد الهيكل الهرمي للتكامل على نموذج ISA-95 الذي يحدد العلاقة بين مستويات التحكم الميداني (PLC)، الإشراف والمراقبة (SCADA)، وإدارة التصنيع (( MES، كما يُستخدم معيار ISA-88 في العمليات الدُفعية (Batch Manufacturing) لتنظيم الوصفات، المراحل، وتسلسل التشغيل.
تقنياً، يعمل PLC في المستويين 1-2 على تنفيذ منطق التحكم، ضبط المتغيرات الحرجة ( (CPPs مثل الحرارة والضغط وpH، وتطبيق interlocks السلامة.
يقوم SCADA في المستوى 2-3 بجمع البيانات الزمنية، إدارة الإنذارات، وأرشفة السجلات بما يحقق مبدأ سلامة البيانات
أما MES في المستوى 3فيُدير أوامر الإنتاج، سجل الدفعة الإلكتروني (EBR)، التتبع الكامل (Traceability)، وإدارة الانحرافات (Deviation Management).
وبالتالي، فإن تكامل PLC–SCADA–MES في الصناعة الدوائية ليس خياراً تقنياً، بل مُتطلباً تنظيمياً لضمان الامتثال والجودة ، ومعايير السلامة.
6- أهمية الدور النقابي والهندسي
يتطلب التحول الرقمي مهارات متعددة من المهندس:
- فهم برمجة PLC.
- تصميم وتنفيذ SCADA.
- تحليل البيانات التشغيلية وربطها بنظام MES.
- معرفة بروتوكولات الاتصالات الصناعية.
دور النقابة
يقع على عاتق نقابة المهندسين:
- دعم التدريب المهني في مجالات التحكم والأتمتة.
- تشجيع تحديث المناهج لربط التعليم الأكاديمي بتطبيقات السوق.
- تطوير برامج اعتماد مهني في الإلكترونيات الصناعية وأنظمة التشغيل الذكية.
- إقامة شراكات مع القطاع الصناعي لتطبيق نماذج ناجحة داخل الأسواق المحلية.
يلعب تكامل أنظمة PLC وSCADA وMES دورًا أساسيًا في تحقيق التحول الرقمي للصناعة عبر تحويل البيانات التشغيلية إلى رؤى قابلة للتنفيذ، تحسين كفاءة العمليات، دعم اتخاذ القرار الاستراتيجي، وتقليل التكاليف التشغيلية. في عالم تشهد فيه الصناعة تغيّرًا متسارعًا، فإن هذا التكامل ليس خيارًا تقنيًا تقليديًا فحسب، بل استثمارًا استراتيجيًا يضمن استدامة الإنتاج وتنافسيته في الأسواق المحلية والإقليمية.
المراجع والمصادر:
- International Electrotechnical Commission
IEC 61131-3: Programmable Controllers – Programming Languages
(المعيار الرسمي لهيكلة وبرمجة وحدات PLC) - Bolton, W. (2015). Programmable Logic Controllers. Newnes.
(مرجع أكاديمي متخصص في تصميم وتشغيل PLC) - International Society of Automation, ISA-101 – Human Machine Interfaces for Process Automation Systems
- Boyer, S. (2010). SCADA: Supervisory Control and Data Acquisition. ISA.
(مرجع تقني معتمد في أنظمة SCADA) - Market Guide. (2022) for Manufacturing Execution Systems
- Lee, J., Bagheri, B., & Kao, H. A. (2015). A Cyber-Physical Systems architecture for Industry 4.0. Manufacturing Letters.
- Kusiak, A. (2018). Smart Manufacturing. International Journal of Production Research.
- IEC 62264, (الجزء الخاص بتكامل MES مع ERP)
- IEC 62264, (المكافئ الدولي لمعيار ISA-95 لتكامل أنظمة التحكم والمؤسسة)
- International Society of Automation, ANSI/ISA-95 Enterprise-Control System Integration